【转】SONY DD磁带机更换大齿轮操作指引、机械原理分析、问题解答
12月01日,2023 WALKMAN winter_snows 1507次
12月01日,2023 1507次
SONY 磁带机大齿轮被开发出来后,DD机补齿轮的时代已经过去了,深受大齿轮开裂问题困扰的DD机,很容易就可以恢复青春。
不少动手能力强的机友买到齿轮后,已成功安装到DD机器上正常使用。
也有个别机友由于对DD的机械原理不太清楚,对一些细节的地方注意不足,导致机器拆开后就装不回去了……..
下面写一篇详细更换大齿轮的过程指引,并把需要注意的地方重点标注出来。
在此过程中,也会介绍DD磁带机机械部分的工作原理,并对可能出现的问题,给出详细的解决方案。
更换DD机器大齿轮不难,对熟悉的机友来说,整个过程,正常的情况下,30分钟左右就能全部完成。
但对于不熟悉的机友来说,第一次操作花几个小时也都是很正常的。
在操作过程中,为了尽量减少不必要的失误,避免对机器造成不必要的伤害,第一次操作前,新手务必要仔细阅读下面的指引。
花2个小时认真把下面的每一个注意事项搞清楚了,说不定就能为你在更换的过程中节省20小时的时间。
----------磨刀不误砍柴工
这篇帖子的读者,主要是针对有一定动手能力的DD机友。
有信心有勇气自己更换大齿轮的机友,相信都会有一定的动手能力,也已具备了一些基础知识。
所以一些太基础性的操作,我会简单略过,只保留重点。
正如标题所说,这篇帖子分三个部分,分别是:
1、 更换大齿轮操作指引;
2、 机械原理分析;
3、 问题解答。
第一部分 更换大齿轮操作指引
SONY早期存在大齿轮开裂问题的机型,其机械结构都是极其相似的(一些录放机型比如WM-D3,机械部分会稍微复杂一点点)
下面以第一代WM-DD机器为例子,以图文并茂的方式描述整个过程。
下面的图片,可能来自不同型号的DD机器,放在一起是为了让大家方便理解文字描述的内容。
需要提醒一下的是,在更换齿轮的过程中,最好严格按照下面的顺序进行。
虽然有些地方操作顺序不一样关系不大,但下面这样的顺序是经过最佳实践检验的,我按这样的顺序来些写肯定有其道理。
一、拆开机器外壳
第1步、拧开机器舱门盖2颗螺丝,正常情况下很轻松就能取下舱门盖。
注意:早期DD机型的舱门盖上的两个“小耳朵”是比较脆弱的,取下舱门盖是不要用大力,更不能左右拉动,否则可能会导致“小耳朵”变形甚至断裂。
第2步、拧下正面外壳上的4颗螺丝,用左手大拇指按住开仓键,把整个机芯和电路板整体取出来。
注意:开仓键里面是有一个小弹簧的,所以取出机芯时,需要按住开仓键,防止里面的弹簧在拆的过程中弹飞了。
另外,取出整个机芯和电路板也是需要技巧的,需要把机芯底部先抬起,再把整个机芯往下拉。机芯在取出的过程还会有阻碍,是因为机器按键和外壳顶住了导致取不出来,需要一边把几个按键来回按下去,一边慢慢拨出机芯。
拨出的过程要注意力度,不要用力过猛。

取下面盖后,注意先找到开仓键弹簧,并把它放置好。

二、掀开电路板
第3步、如果电池仓经历过电池漏液的情况,则先把电池仓的正、负极两条电线先从电路板上焊开,后面再慢慢清理电池仓和正、负极金属。
经过电池液腐蚀过的细电线会发黑,所以最好把电线也更换掉。
如果电池仓崭新,不需要焊开正、负极2条电线,只需要分别把正极金属片和负极弹簧卸下来即可。
这种情况,可以全程不需要动电烙铁,做到不用动焊点更换大齿轮。
把正极金属片向下推,拆卸下来:

把负极弹簧向上推,拆卸下来:

第4步,把主导轴飞轮定位金属罩上的2颗固定螺丝拧下来,取下主导轴飞轮。
注意:定位金属罩侧面的螺丝比较小,是一颗银色的小螺丝。
主导轴取下来后,注意转轴里面会有一个摩擦垫片,是防止金属之间直接接触避免磨损的,要留意不要弄丢了。

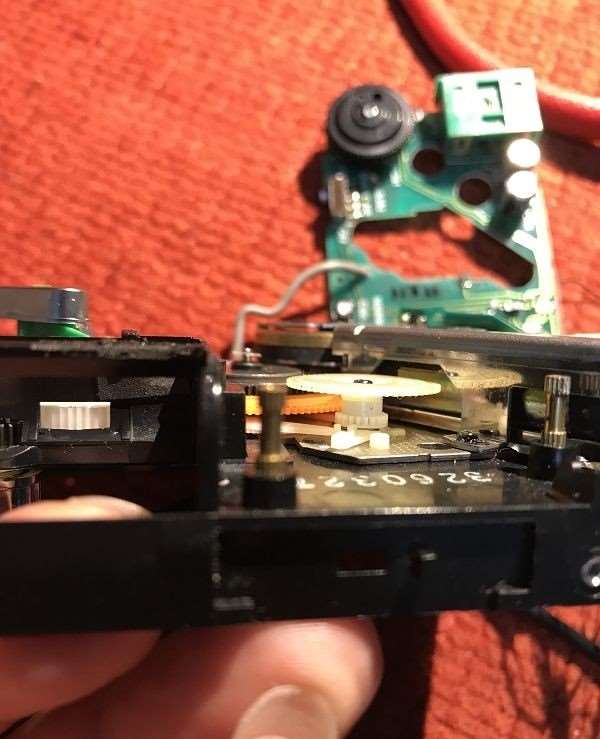
第5步、把电路板上的5颗螺丝拧下来,把马达2颗固定螺丝拧下来,把电路板翻过来。
下图标黄的是5颗电路板固定螺丝;标红的是2颗马达固定螺丝;标蓝的是2颗主导轴飞轮金属罩固定螺丝

注意:电路板翻过来的时候需要留意,不要扯断电线。
正常情况下电路板上的电线、包括磁头的和电路板的连线,都是无需要焊接开的。
非要解焊也行,但在我看来就属于多此一举。若把所有电线都解焊,后面在装回去测试齿轮的时候也不方便测试。
所以最好遵循能不动焊点就尽量不要动焊点的修机原则。

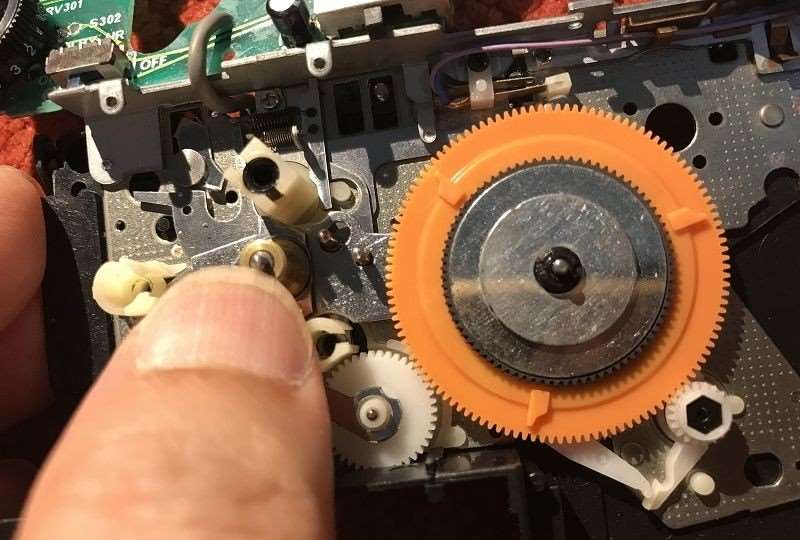
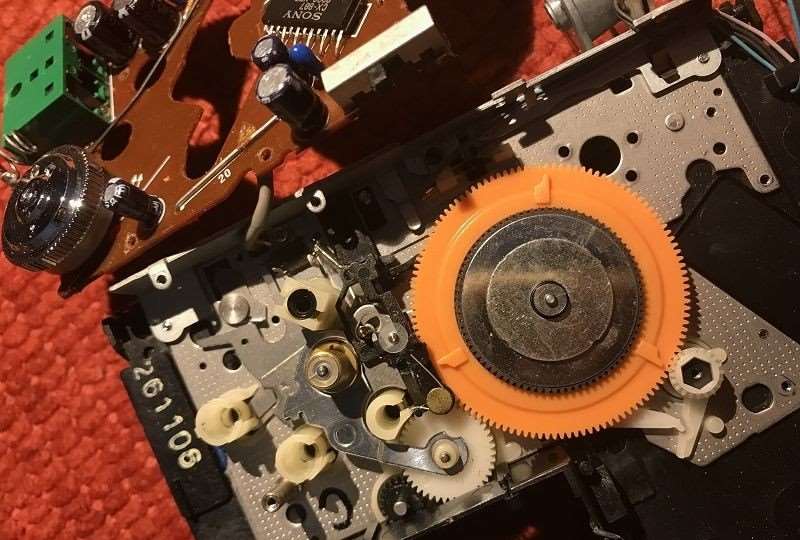
翻开电路板后,就很清楚的看到大齿轮已开裂(99%都会开裂的):


三、取出大齿轮
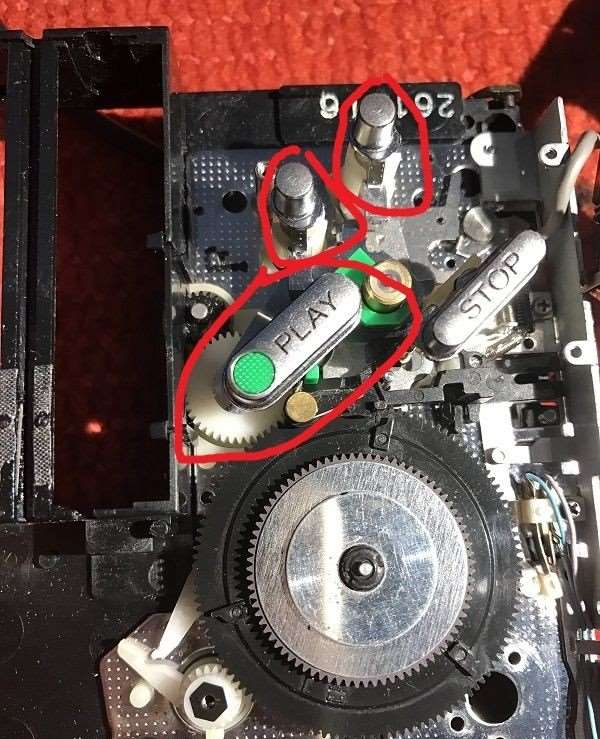
第6步,把快进FF、快退REW、播放PLAY按键用力拔下来。
注意:
拔下这3个按键的时候,务必要确保机器是处于停止状态,即任何按键都不能在被按下的状态。
若按键是在按下状态,则该按键很难被拨起,拨起过程中也很有可能会损坏按键。
这3个按键拨下后,注意每个按键里面都会有一个弹簧,留意不要把弹簧弄丢了。
另外,播放键PLAY里面的弹簧是黑色的,其它几个是金属银色。
如果第一次拆卸PLAY播放键,在拨起过程中有困难,也可以这样拨起:
第7步,把停止STOP按键取下来。
为什么要把取下“停止STOP按键”这一步单独分开来写,是有原因的。
这个停止按键,最好不要直接从上面拨下来,硬拨下来的话,可能会导致里面的塑料卡扣被拨断!
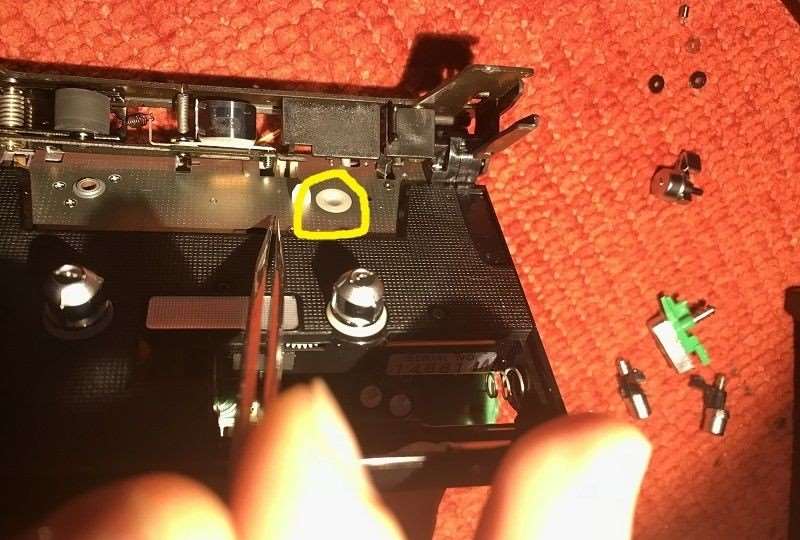
正确的姿势,是要从机器另一面,把这个停止按键的卡扣两边夹紧(如下图在标黄的白色塑料件里面,需要用镊子释放按键的卡扣),
很轻松就能把整个停止按键连同弹簧一起脱出来。
如果不按照上面的正确姿势来操作,而是直接从正面硬拨,运气好的情况下,银色按键和黑色的轴套会分离,这种情况没有问题。
运气不好的,如果银色按键和黑色轴套结合非常紧,则可能会把黑色轴套的卡扣拨断了。
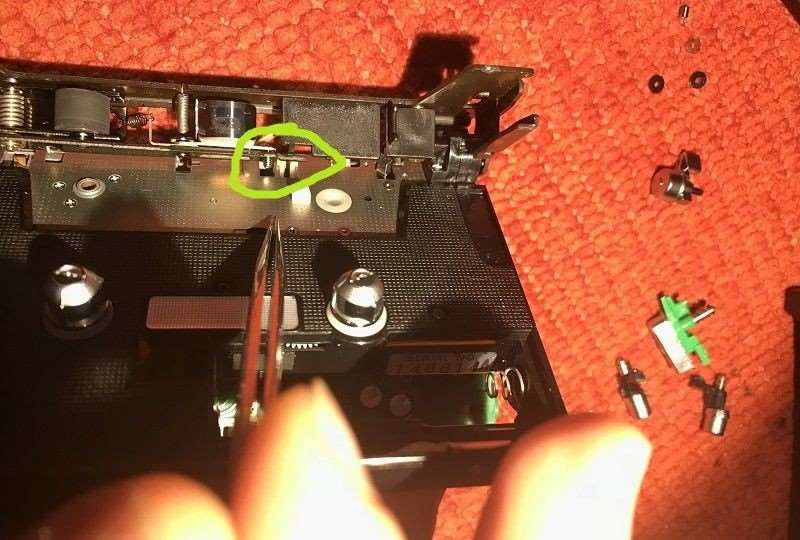
下图标红圈内,是黑色的按键轴套留在里面的情况:

第8步,把“磁头加载拉杆”塑料件取下来。
在取下“磁头加载拉杆”前,建议先仔细观察清楚其加载磁头的工作原理,弄清楚原理后再拆。
这样在拆的过程中就会有意识的加以注意,避免用蛮力拆坏。

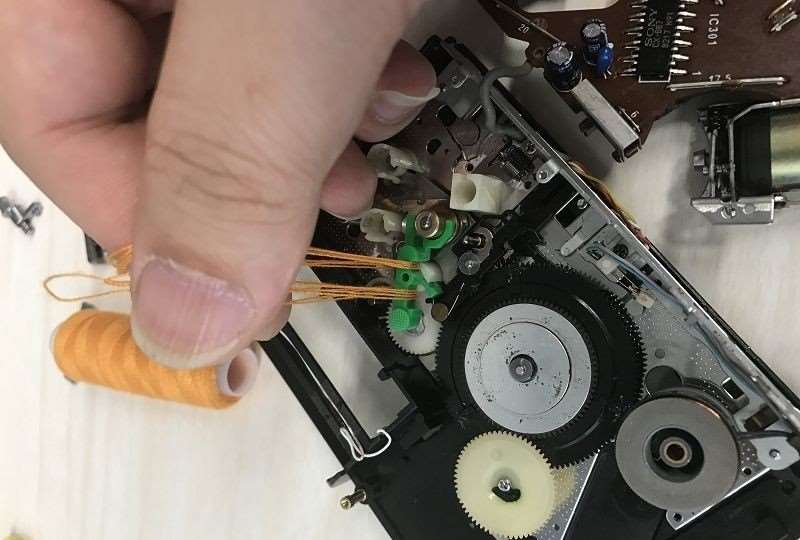
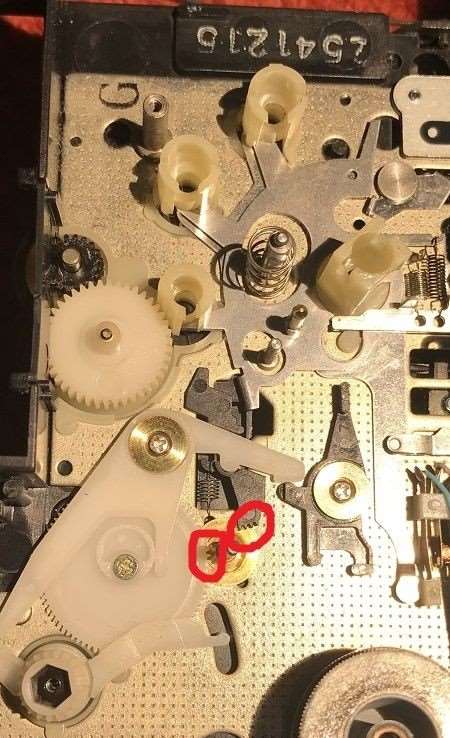
首先把“磁头加载拉杆”上的小弹簧取下来(上图标红的小弹簧),注意这根小弹簧是扣在另一颗小弹簧上面的。
然后把磁头加载拉杆上的小塑料卡片取下来。
下面这张图,能比较清楚的看到“磁头加载拉杆”和“小弹簧”:

这个“磁头加载拉杆”,有些机器上是白色的材料,有些是黑色的材料:

下图,注意磁头加载栏杆上还有一个小弹簧,在拆的过程中要非常注意,不要把固定弹簧的这个“小塑料卡柱”弄断了。

最后把机器翻过来,从另一面用镊子把这个塑料件卡扣两边夹紧,“磁头加载拉杆”就会自然脱落。
第9步,把大齿轮固定臂上的2个固定塑料小卡片取下。

小塑料卡片取下来也是需要很高的技巧的,有人用镊子、有人用刀片,我推荐一种极其简单并且非常有效的方法。
用左手食指的指甲固定住小塑料卡片开缝的一边,用右手小指的指甲,把小塑料卡片开缝的另一边挑开,很容易就取下来了。
同样要注意不要把这个塑料小卡片弹飞了!

第10步,取下测速线圈,取下白色的齿轮。
把如图白色齿轮上的螺丝拧开,取下这个白色的齿轮(在有些机器里,它是黑色的);

再把机器翻过来把测速线圈3颗螺丝拧下,松开测速线圈。

至此,经过前面漫长的10个步骤,整个大齿轮组才能取下来!


四、用新的塑料大齿轮更换已开裂的塑料大齿轮
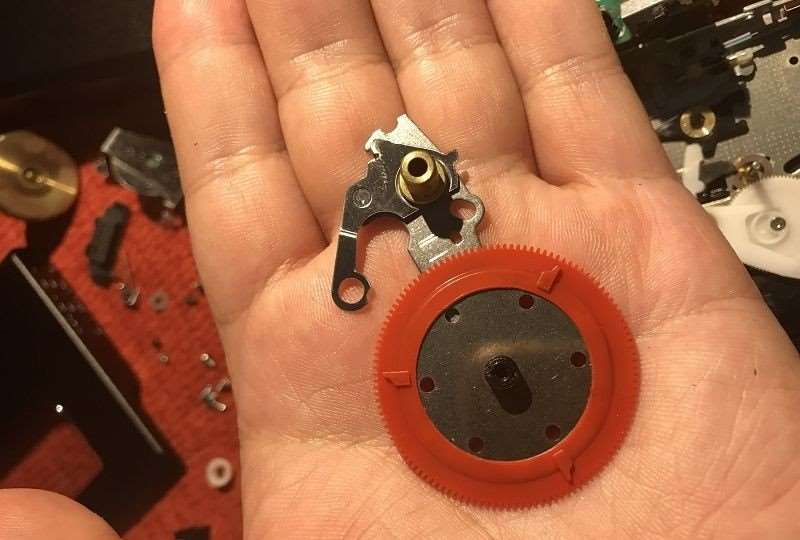
第11步,把大齿轮组件上的磁性齿轮和上面的铁片一起取下来。
用指甲夹住整个磁性齿轮,用点力往上拨出来即可。
注意磁性齿轮和铁片之间有一个摩擦垫圈,不要弄丢了。


第12步,把铁盘套入新的塑料齿轮里面。
新齿轮是有很大的柔韧性的,铁盘可以套到齿轮里面,套入的时候需要用点力,套入后就能牢牢的卡住铁片。
齿轮的尺寸是经过精确计算过的,套入后塑料齿轮不会有松动,更不会脱落。无需使用胶水粘合!
以下是不同的机器装入不同颜色的齿轮的效果:
(这些颜色的齿轮都是独一无二的,咸鱼上朋友售卖的齿轮以黑色为主)




五、观察大齿轮和其它齿轮的咬合
第13步,把整个大齿轮组件放回到机器上,先不要急于把全部零件装回去。
可先观察大齿轮和快进、快退两个小齿轮的咬合情况。
新大齿轮的尺寸是经过精确测量的,放回去后,正常情况下齿轮间的咬合度会非常好,既不会扫齿、也不会太紧。
下面几张图这样就属于完美的齿轮咬合:

六、大齿轮安装固定
以下过程就是拆解过程的逆过程,即把整个大齿轮装回去。
第14步,注意如下图这个地方有一个强力弹簧的,要先放好弹簧,再把整个大齿轮组件放回去。
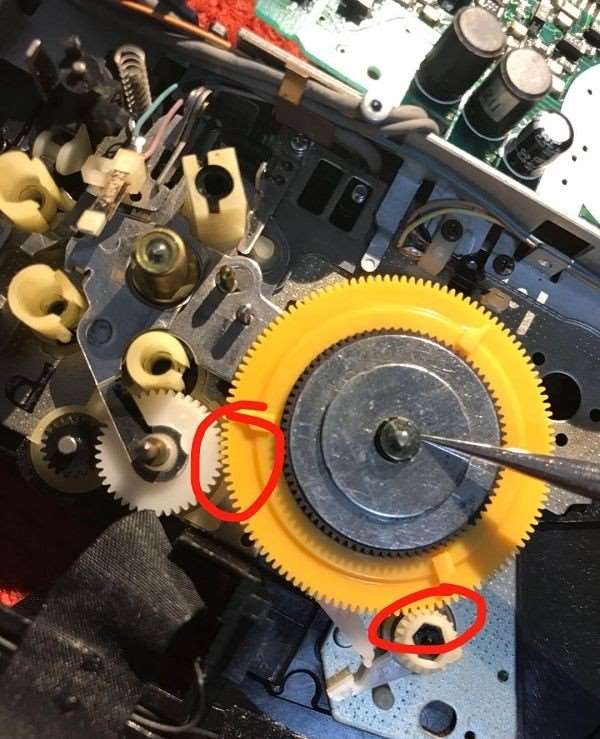
在放回去的过程中,需要特别注意大齿轮下面的黑色小齿轮,需要和底盘上一个白色齿轮和一个黑色小齿轮杠杆咬合。
然后把固定大齿轮组件的两个小塑料卡片装回去。
塑料小卡片的安装过程同样需要技巧。
安装方法其实也很简单,左手食指按住小塑料卡片开缝处的一边,用右手指甲把塑料卡片按下去,让小塑料卡片卡进铁柱上的凹缝即可。
安装过程同样需要非常小心谨慎,慎防塑料小卡片被弹飞(如果你没有小东西被弹飞的经历,说明你玩机还不够多)
下图这张是安装磁头加载拉杆上的小塑料卡片,安装方法一样的:

七、安装磁头加载拉杆
第15步,注意要先把整个磁头支架打开,也就是在磁带舱门被打开的状态,再把“磁头加载拉杆”按压下去,套进如图钢片空位的地方。

然后把磁头支架关上,用手轻轻拉动“磁头加载拉杆”,观察是否能把磁头正常拉起。
注意,在安装磁头加载拉杆时,如下图这个地方务必要注意,图中黑色这个“塑料杠杆”务必要放到磁头加载拉杆的中间。
正确的位置如下图所示:
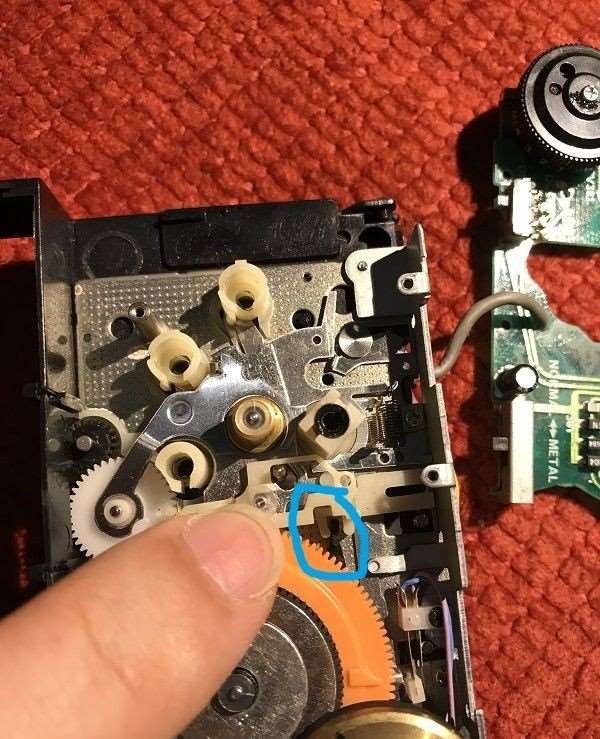
如果这个地方安装不到位,机器的动作是不会正常的,比如磁带播放结束后,机器不会自动停止。
详细原因后面在解释机械工作原理的时候再做说明。
把磁头加载拉杆安装好后,把上面的小塑料卡片也装回去,然后把上面的小弹簧也装回去,注意这根小弹簧的另一端是扣在另一根弹簧上面。
八、装回快进FF、快退REW、播放PLAY、停止STOP按键
第16步、把快进、快退、播放、停止4个按键分别装回去,用点里把按键按压下去即可。
注意按键下面都是有弹簧的,不要漏掉了弹簧。
安装好按键后,可以观察各按键在被按下后,大齿轮是如何下降、上升的,各个齿轮之间又是如何咬合的。

九、装回“传动齿轮、测速线圈、马达、主导轴飞轮”
第17步、用螺丝固定住图中的传动齿轮。齿轮下面是一个六角形的塑料柱,要把齿轮完全套进去,然后用螺丝固定。
注意这个齿轮下面还有一个小齿轮、小齿轮下面有一个软弹簧。

第18步、装好测速线圈,把测速线圈的3个螺丝固定好;装上马达,拧好马达的两个固定螺丝。
第19步、装回主导轴飞轮,注意里面会有一个垫片。
如果摩擦橡胶垫圈已有压痕,则反过来使用,或换一个新的橡胶垫圈。


如果主导轴飞轮上的润滑脂被不小心抹掉了,可以加一点润滑脂上去。

然后放上飞轮固定罩的铁片,拧紧铁片上的2个固定螺丝。
第20步、在大齿轮的三个磁头加载点上,涂上一点润滑脂,防止加载点和加载拉杆在接触过程中出现磨损。

十、通电测试
最后,整理好电线、通电测试。分别按下各个按键,观察齿轮的运动情况。
正常情况下,齿轮的转动会如丝般顺滑,运行过程中不会有任何的异响。
如果在播放、快进、快退的过程中,有任何异响都是不正常的,但不用对齿轮本身有任何怀疑。
有异响要么是没有安装好,要么是其它机件有问题导致。
后面会详细介绍一下DD机械部分的工作原理,把机械部分的工作原理搞清楚了,碰到问题就自然而然的知道怎样处理了。
最后装好外壳。
注意在安装外壳的时候,需要注意“磁带选择开关”、‘杜比选择开关’的位置,避免安装不到位导致开关被卡死甚至损坏了开关。
如果这些地方不提前留意好,装好机器后还得拆开了重新安装,费时费力,还可能损坏开关。
另外,还需要注意舱门开关的小弹簧,需要在装好机身盖子后,再安装。弹簧的安装也需要注意技巧,避免弹簧被弹飞。

第二部分 DD机器机械工作原理分析
特别提醒:以下机械工作原理的分析,单单看文字是很抽象的,不容易理解。
但只要结合机器的实际动作过程来看,就很容易看懂。
玩磁带机,修磁带机,理解其机械工作原理是基础要求,在遇到问题的时候,才能有针对性的去分析解决。
一、 按下“播放键PLAY”时的机械工作过程
1、 在播放机被按下的时候,整个大齿轮机件不会移动,但播放键会把倒带齿轮压下,避免倒带齿轮和大齿轮碰触。
2、 按下按播放键后,电源开关闭合,电路开始工作,电源指示灯亮,马达转动,带动主导轴飞轮旋转。
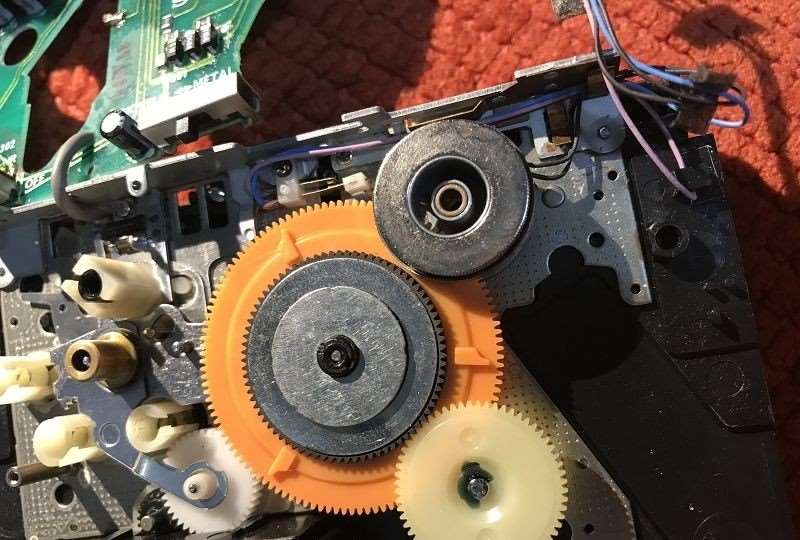
3、 “主导轴飞轮里面白色的塑料齿轮”又带动中心大齿轮旋转,中心塑料大齿轮上3个凸起的“磁头加载点”,在大齿轮旋转的过程中,会把“磁头加载拉杆”往前拉,把磁头拉起来,主导轴也会带动压带轮一起旋转。
4、 中心大齿轮在旋转过程中,上面的“磁性齿轮”跟着旋转,带动收带轮旋转。
下图1是主导轴里面的白色齿轮,在图2的地方和大齿轮咬合,带动整个中心大齿轮运动。

二、 按下“快进键FF”时的机械工作过程
1、 在快进键FF被按下的时候,整个大齿轮机件会被较大幅度的压低下降,大齿轮下降,然后和“快进小齿轮”咬合。
2、 按下快进键后,电源开关闭合,电路开始工作,电源指示灯亮,马达快速转动,带动主导轴飞轮旋转。
3、 主导轴的飞轮下面的塑料齿轮又带动大齿轮旋转,大齿轮又带动快进小齿轮旋转,完成快进的动作。
4、 当快进键被按下的时候,快退小齿轮也同时会被压下来,所以大齿轮不会和快退小齿轮接触到。另外,因为整个大齿轮组件被按压下来了,大齿轮上的3个磁头加载点,就不会把磁头加载拉杆向前拉,所以快进过程中磁头不会被拉起。
三、 按下“快退键REW”时的机械工作过程
1、 在“快退键REW”被按下的时候,整个大齿轮会被小幅度的压低下降,大齿轮下降,然后和“快退小齿轮”咬合。
2、 按下快退键后,电源开关闭合,电路开始工作,电源指示灯亮,马达快速转动,带动主导轴飞轮旋转。
3、 主导轴的飞轮下面的塑料齿轮又带动大齿轮旋转,大齿轮又带动快退小齿轮旋转,完成快退的动作。
4、 同样,当快退键被按下的时候,因为整个大齿轮组件被按压下来了,大齿轮上的3个磁头加载点,就不会把磁头加载拉杆向前拉,所以快退过程中磁头也不会被拉起。
四、按下“停止键STOP”时的机械工作过程
1、 如果机器在播放状态,当停止键被按下来的时候,就会把播放键弹起来,并且释放磁头加载拉杆,磁头和压带轮都会下降复位。
另外,当按下”停止键“时,同时会切掉电源开关,整个机器停止供电。
2、 如果机器在快进状态,当停止键被按下来的时候,就会把快进键弹起来,并且整个大齿轮会上升恢复到停止状态。按下停止键时,同时会切掉电源开关,整个机器停止供电。
3、 如果机器在快退状态,当停止键被按下来的时候,就会把快退键弹起来,并且整个大齿轮会上升恢复到停止状态。按下停止键时,同时会切掉电源开关,整个机器停止供电。
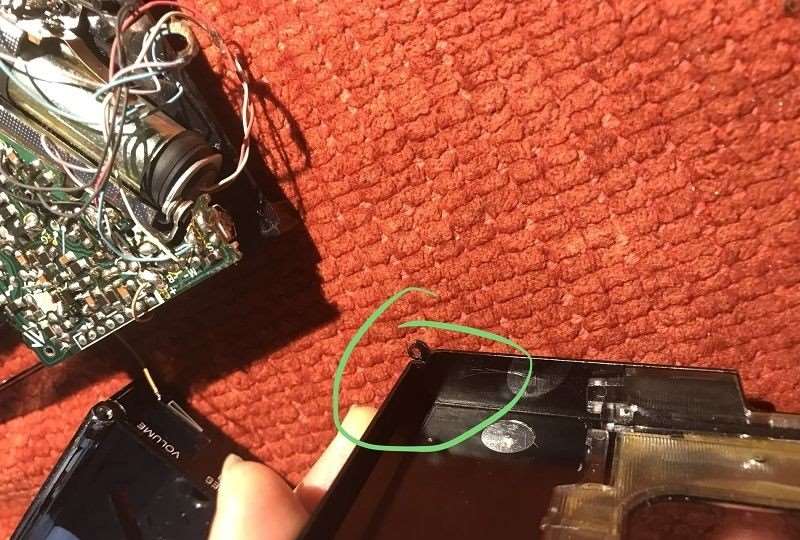
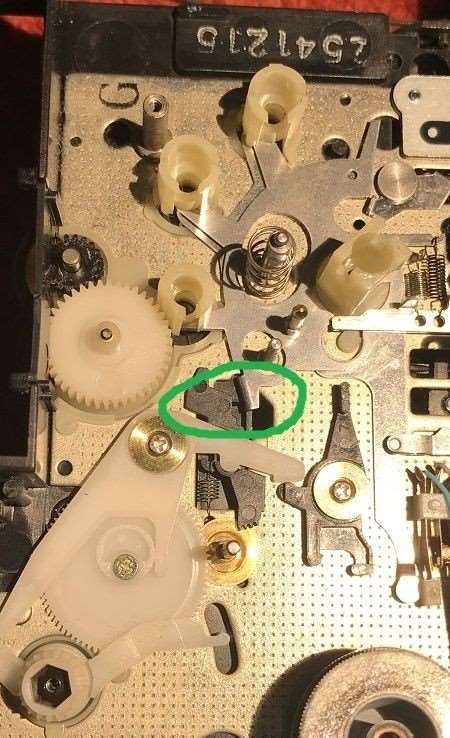
五、当机器磁带舱门被打开时的机械工作过程
当机器磁带舱门被打开时,无论当时机器是在播放状态、还是快进、快退状态,只要舱门被打开,就会把当前状态的按键弹起,切断电源开关。
即当舱门被打开时,相当于被自动按下了停止键。
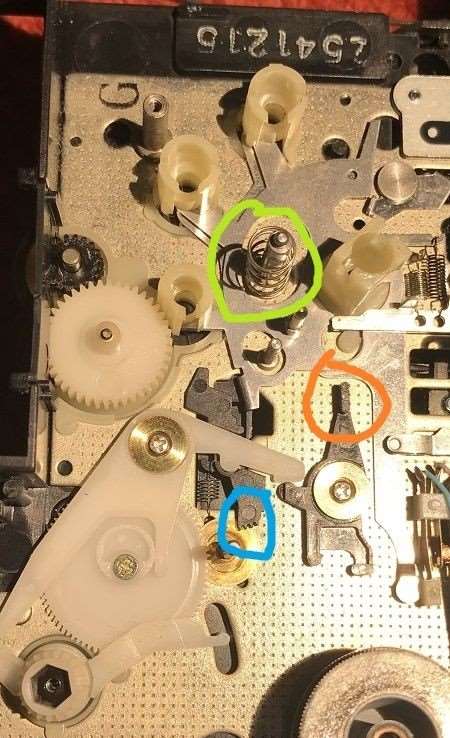
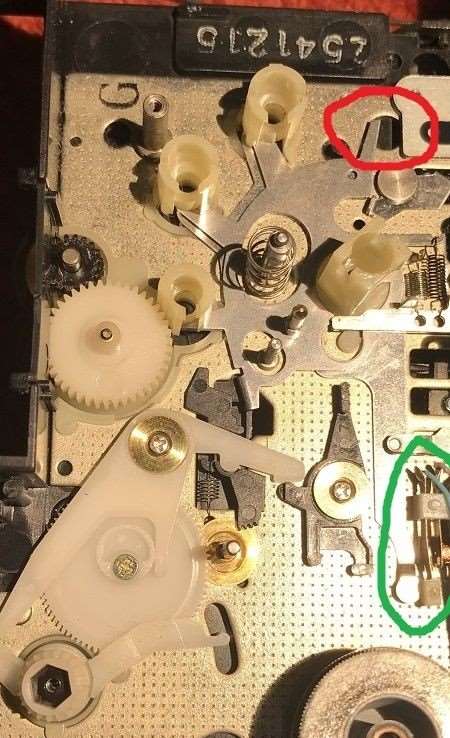
这个过程是通过如下图红色这个位置的零件来实现的,下图绿色这个是整个机器的电源开关:
六、在正常播放磁带的过程中,当磁带走到尽头,自动停止的机械工作原理
在正常播放磁带的过程中,当磁带走到尽头时,机器会自动停止。
正常的机械动作是:
播放键被弹起,磁头和压带轮下降复位,电源开关被切断,电源指示灯灭,机器供电终止。
自动停止的工作原理:
当磁带走到尽头时,卷带轮停止转动,磁性齿轮停止转动,但此时机器电源并没有马上被切断,大齿轮会继续旋转。
大齿轮下面的检测摆臂,在检测到磁性齿轮不再旋转,而大齿轮继续旋转的时候,就会触发“检测摆臂”释放播放按键,从而切断电源开关,实现自动停止。
这个过程大家可以仔细观察底盘上的各个零件,慢慢理解并仔细体会每一个零件的用途和其工作原理。
这样的机械设计是很巧妙的,理解透彻了,就能明白当年SONY 工程师的匠心所在,
进而对当年SONY天才工程师们的天才设计充满敬意!
七、 机器在快进或快退的过程中,当磁带走到尽头,自动停止的工作原理
磁带在快进或快退的过程中,当磁带走到尽头时,
正常的机械动作是:
快进或快退健不会被自动弹起,但电源灯灭,机器电路供电中断。
此时的情况,因电源开关并没有被切断,但电路供电自动被终止了,我猜想是由电子电路自动检测来实现的。
但具体电路工作原理我还没有去仔细分析,后面弄清楚了再补充进来。
如已有机友分析过,清楚其电路控制原理的,欢迎跟帖补充。
第三部分 常见问题以及解答
1、 DD机型和大齿轮之间的关系
首先需要说明的是,并不是所有DD机型,都有大齿轮开裂的问题;
有大齿轮开裂问题的机器,有些并不是DD机型。
SONY WALKMAN中的DD,是DISC DRIVE 盘式驱动(或叫碟式驱动)的缩写,具体来说,就是指马达主轴停靠在主导轴飞轮的摩擦橡胶圈上,马达旋转时直接驱动主导轴旋转。
马达和主导轴之间不是通过皮带连接,而是通过摩擦橡胶圈连接。
这种驱动结构,SONY 把它命名为DD (DISC DRIVE),使用这种驱动结构的机器,就称为DD机型。
SONY当年还给DD (DISC DRIVE)设计过图标的,但这个标志没有印在随身听上面,DD图标的标志跟“杜比”的标志有些像。
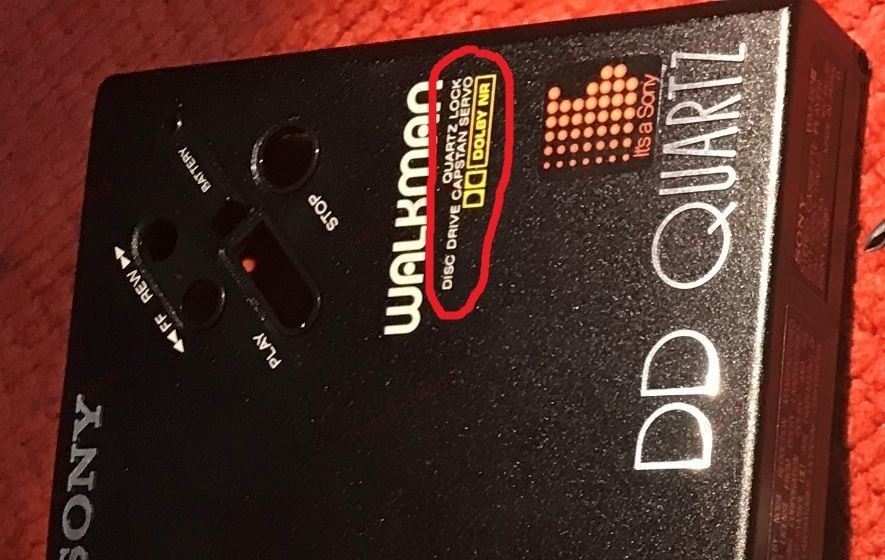
SONY大部分DD机器,外壳的正面都有一行英文:DISC DRIVE CAPSTAN SERVO,
其中DISC DRIVE就是DD的缩写,CAPSTAN SERVO就是“主导轴伺服”的意思。
所以整行英文的意思就是“盘式驱动主导轴伺服”,
主导轴伺服,是由主导轴飞轮下面的测速线圈和电路板上面的伺服电路来共同完成。
DD机型共有如下15个型号,也就是说,这15个型号的机器,马达都是通过摩擦橡胶圈直接驱动主导轴旋转的。
WM-DD/WM-F5/WM-DDII/DD100/WM-D3/WM-DC2/WM-DDIII/WM-DD30/WM-DD33/WM-D6C/WM-DD1/WM-DD10/WM-DD9/WM-DD11/WM-DD22
接来下说一下大齿轮的作用和 DD 之间的关系
在SONY WALKMAN中,大齿轮的主要作用是驱动收带轮,把动力从马达传递到收带轮上,实现播放、快进、快退等功能。
这个动力传递的过程,有些机型是使用大齿轮传递动力的,有些机型是使用皮带传递动力的。
针对DD机型来说,上面15个DD机型,其中有9款DD机型是采用大齿轮做传动的,另外6款DD机型是使用皮带传动的。
使用中心大齿轮传动的DD机型,都有大齿轮开裂的问题。
使用皮带传动的DD机型自然就不存在大齿轮开裂的说法。
另外还有4款非DD机型,是采用大齿轮传动的,这几款机型分别是:WM-2/WM-R2/WM-F2/WM-5/,这些机型也都存在大齿轮开裂的问题。
注意:早期生产的WM-2使用的大齿轮结构不一样,早期的WM-2大齿轮不会开裂。
后期生产的WM-2,使用了塑包铁的大齿轮结构,大齿轮才会开裂。
综上所述,SONY所有存在大齿轮开裂问题的机型共有如下13款,包括:
非DD机型4款:WM-2(后期生产的机器)、WM-F2、WM-R2、WM-5、
DD机型9款:WM-DD、WM-F5、WM-DDII、WM-DDIII、WM-D3、DD100、WM-DC2、WM-DD30、WM-DD33
2、 大齿轮为何会开裂
要理解大齿轮为何会开裂这个问题,首先要明白大齿轮的生产过程。SONY这款大齿轮,从实物观察来推测,是先把铁盘放模具上,再注塑。
塑料大齿轮生产出来时,是铁盘和塑料大齿轮连在一起整体成型的。
这种齿轮的结构,我们通常称其为“塑包铁”的结构。
塑料齿轮使用的材料是POM(聚甲醇),这种材料在冷却成型的过程中,收缩率大,而铁片不会收缩,这样就为日后铁片把大齿轮撑裂留下了巨大的问题隐患。
几年后,POM继续会做收缩,最终因为塑料大齿轮收缩幅度太大,导致塑料大齿轮被铁片强行撑裂。
3、 大齿轮的发展历程
上面提到,早期的WM-2机型,大齿轮不会开裂。
它使用的是全塑料结构,上面再垫上铁片,我们通常称其为“塑垫铁”结构。
而后期生产的WM-2机器,其大齿轮使用的是“塑包铁”结构。
WM-2之后推出的DD机型,也都使用了这种“塑包铁”的大齿轮结构。
从齿轮构造上来推测,早期的WM-2 “塑垫铁”的大齿轮结构,是先把塑料齿轮生产出来后,在把铁盘粘合在齿轮上面的。
这种“塑垫铁”结构的大齿轮,没有开裂的问题。
从目前已了解到的各机型的齿轮情况看,并结合该机型的发行时间,就很容易看出SONY 大齿轮的发展历程。
整个大齿轮其实经历了三代:
第一代:WM-2最开始使用的“塑垫铁”的大齿轮结构;



第二代:从“塑垫铁”改成了“塑包铁”的大齿轮结构,在后期的WM-2机器和WM-R2等型号机器采用;

第三代:从WM-DD开始,使用了磁性齿轮经过重新设计的第3代“塑包铁”大齿轮结构:

这三代齿轮的差别如下:
第一代和第二代大齿轮有本质性的差别,第一代是“塑垫铁”结构,第二代是“塑包铁”结构。
第二代和第三代齿轮都是“塑包铁”的结构,它们的差别主要体现在磁性齿轮上,第3代的磁性齿轮要大一些、要厚一些。第3代磁性齿轮上面也多了一块铁片圈。
下图左边这个是第一代和第二代的磁性齿轮,磁性齿轮直径较小;
下图右边这个是第三代的磁性齿轮,磁性齿轮直径较大,厚度也较厚;
把第三代的磁性齿轮,厚度磨薄后,其实也可以放在第一代的全塑料大齿轮上,在DD机器上使用第一代的塑料大齿轮。

在现在看来,SONY第一代“塑垫铁”的大齿轮结构已经是很完美了,起码历经了几十年后还能完美使用。
而第二、第三代的“塑包铁”的大齿轮结构,99%都难逃大齿轮开裂的命运。
况且第二、三代的“塑包铁”大齿轮,从生产工艺来看,生产成本明显要比第一代的要高。
那么为何SONY会反其道而行之,后期使用了制造成本更高的“塑包铁”大齿轮结构呢?
是因为SONY早已预见到了若干年后,“塑包铁”大齿轮结构会开裂,为了淘汰老旧机型,而故意换成“塑包铁”大齿轮结构吗?
这种“阴谋论”的论调显然不能成立。
SONY 当年放弃了早期WM-2齿轮的“塑垫铁”结构,改成后来的“塑包铁”结构,当时的背景只有SONY才清楚。
我猜测是当年“塑垫铁”结构出现了质量不稳定的案例,比如塑料齿轮和铁片的粘合固定出现了质量问题,
SONY当年为了解决这样的质量问题,进而才新开发出了“塑包铁”的齿轮结构。
本质上,SONY当年是为了解决出现的问题。
但是,估计SONY怎么也没有料想到,几十年后,这样的“塑包铁”结构,却带来了让人诟病的大齿轮开裂问题!
这个问题,也困扰了国内、国外机友起码有20年之久!
4、 大齿轮的修补历史
SONY最早在什么时候出现了大齿轮开裂的问题,我们无从知晓。
在出现了大齿轮开裂的问题后,如果没有官方的备件,只能对开裂的大齿轮进行修补。
修补方案常见的有如下三种:
1、 在开裂处直接加齿,修补齿轮;
2、 磨小铁盘,缝合开裂的齿轮;
3、 刮深齿轮内圈凹槽,缝合开裂的齿轮。
以上这三种修补方式,每一种方式都有缺憾,很难修复完美。
我之前在没有实际动手补齿轮前,曾认为第2、第3种方案修复的齿轮是相对最完美的。
从表面上看,第2、第3种方案修补的齿轮确实是最好看的。
但实际上,无论第2还是第3种方式,缝合了齿轮后,整个大齿轮的尺寸会减少0.2-0.3mm,这一点直径的差异,
就可能会使大齿轮和快进、快退小齿轮咬合不紧,导致快进、快退功能不能正常使用。
另外,第2种磨小铁盘的方式,在操作上的要求很高,在磨铁盘的过程中既要保证磨的尺寸准确,
又要保证在磨的过程中不能把铁片支架弄变形。
第3种刮深塑料齿轮内圈凹槽的方式,同样对操作要求很高,在操作过程中不小心操作就容易把塑料齿轮弄断。
第2、第3种修补方式,在操作过程中,一般都需要经历几次将铁盘和齿轮套合在一起进行测试的操作,
在反复的套合测试过程中,也很容易把塑料齿轮折断。
最后,当打磨好了铁盘,或刮深了齿轮内圈后,在齿轮缝合的过程中,对胶水的要求也很高。
一般的胶水很难把POM材质的塑料齿轮和铁片进行有效粘合。
塑料齿轮裂开后,需要较大的拉力才能把齿轮裂开的两边,拉扯缝合在一起。
我的第一台DD机,WM-DD,使用了第2种磨小铁盘的方式,修补的齿轮。
当时对大齿轮铁片和齿轮位置都做了细微调整后,上机运行操作完美,一切功能正常。
用电磨磨小了铁盘:

这样修补过的齿轮,外观看是非常完美的,基本上看不出被修补过的痕迹:

当时做了调整,磨小了铁盘粘合后的大齿轮,和旁边的快退齿轮咬合也很完美,
当时还没有游标卡尺,这个齿轮的具体尺寸没有测量。

我的第二台DD机,武道馆DD100,使用了第3种刮深齿轮内圈凹槽的方式,后来用游标卡尺测量,整个大齿轮测量只有不到36.1mm,
大齿轮直径太小,放在机器上观察,齿轮间的咬合就会出现问题。
所以这个齿轮最后我都懒得再使用胶水粘合。


既然第2、3种方式都有问题,那么第1种加齿的方式是不是就是最完美了呢?
非也,第1种加齿的方式,首先会增加齿轮的齿数,通常需要增加1、2个牙齿。如果开裂的地方只适合1.5个牙齿,那么还需要仔细调整裂缝开口。
实际操作过程中是很繁琐的。再者,这种方式对胶水的依赖程度更高,如果胶水质量不够好,运行过程中加齿的地方就容易会裂开或脱落。
最后,加齿后对操作的要求也是很高的,加齿后对整个齿轮的平整度、真圆度都有影响,如果稍有差异,齿轮运行过程中就会出现较大的噪音。
以下这张图是别人加齿修补过的齿轮,表面看补得还不错,但侧面看修补的部分和齿轮其它部分并不在一个平面上,实际运行过程中噪音较大。

5、 大齿轮的尺寸问题
所有有开裂问题的大齿轮,无论是WM-2/WM-R2这种非DD机型的大齿轮,还是DD机型的大齿轮,其塑料大齿轮尺寸都是一样,外径都是36.5mm左右。
只要大齿轮的直径在36.4mm—36.6mm的范围内,都合适。
若齿轮直径小于36.1mm,齿轮就会很难咬合上,基本上是无法使用的。
若直径大于36.7mm,则齿轮间的咬合就会太紧导致转动不顺,也是不能使用的。
所以大齿轮直径在36.4mm—36.6mm的范围内,是最合适的尺寸。

对所有有开裂问题的大齿轮铁盘的直径,目前为止,所知道的也只有一个尺寸,那就是标准的28mm,之前一直有机友说有小于28mm尺寸的原装铁盘。
但从没见过有人拿出测量的实物来。
估计小于28mm的铁盘,都是被人以前在修补齿轮的过程中磨小过的,并不是原本的铁盘直径。
直径为28mm的标准铁盘:

WM-2那种“塑垫铁”结果的大齿轮,其铁盘直径是26mm,但这种结构的大齿轮没有开裂的问题。
6、 运行过程中的哒哒噪音根源分析
齿轮在开裂未修补的情况下,在运行过程中出现哒哒的噪音,主要是因为主导轴飞轮下方的塑料齿轮在运行过程中,碰到中心大齿轮开裂的地方发出来的。
经过修补的齿轮,大多数是因为修补后的齿轮在真圆度、平整度等方面达不到要求导致。
还有就是整个大齿轮支架变形,齿轮在运转过程中碰到了不该接触的地方,产生了摩擦噪声。
换上我们这款“卡扣式齿轮”后,正常的情况下齿轮的运转不会有任何问题。如果安装后在运行过程中出现明显的噪音,请重点检查几个地方:
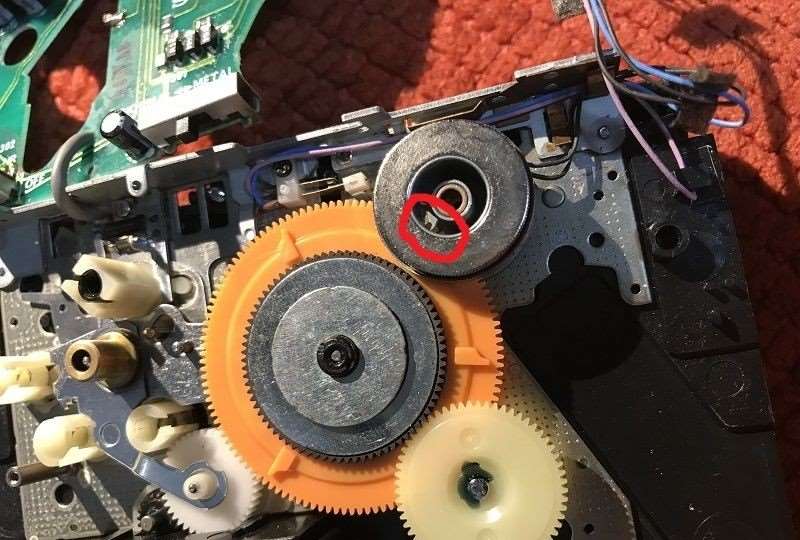
1、 主导轴飞轮上的摩擦橡胶圈。如果橡胶圈有明显的压痕,在转动过程中马达主轴在经过压痕的地方就会发出明显的噪声;
2、 观察大齿轮在运转过程中是否会触碰到其它不该接触的地方。
比如,在播放的状态下,在大齿轮转动过程中,磁头加载拉杆是否触碰到大齿轮表面,如果触碰到就会发出摩擦声。
这种情况,一般是由于整个大齿轮组件位置太高导致的,需要调整大齿轮支架铁片,稍微降低一点点高度。
又比如,在快进的情况下,大齿轮是否触碰到快退小齿轮;还有就是在快退的情况下,大齿轮是否触碰到了快进小齿轮。
如果触碰到都有可能发出摩擦噪音,这些情况都需要稍微调整大齿轮支架铁片去解决。
下面几张图片,从侧面的角度显示了齿轮间的关联情况:


7、 按下播放键时磁头加载失败、快进快退失败原因分析
在大齿轮开裂或修补过齿轮的情况下,若播放时磁头加载失败,需要先检查磁头加载拉杆是否损坏了。
“磁头加载拉杆”的工作原理,在拆开机器后,实际用手操作来拉动“磁头加载拉杆”,观察磁头加载的过程,是很容易理解起工作原理的。
如果磁头加载拉杆上的小弹簧因为“塑料小卡柱”的位置断裂而失去弹性,则加载磁头就会失败;
如果大齿轮上的三个磁头加载点设计不合理,则加载磁头也会失败;
如果大齿轮开裂,或大齿轮修补过,大齿轮在运转过程中,3个磁头加载点跟“磁头加载拉杆”接触时打滑了,也可能使磁头加载失败。
快进、快退失败的原因分析,其实上面已经说得很清楚了。
要么是大齿轮尺寸不合适,比如尺寸太小(像修补后的齿轮)导致;
要么是大齿轮没有安装到位,导致跟快进、快退齿轮不能很好的咬合,导致快进或快退失败。
所有有大齿轮开裂问题的机器,换上我们的这款“卡扣式齿轮”,磁头的加载都会100%成功的,快进、快退功能也会100%正常。
所有这些细节,在我们设计这个新齿轮的时候,都已充分考虑过。
最后, 磁带机的机械问题都是看得见、摸得着、听得到的,只要把工作原理搞清楚了,所有的机械问题都会迎刃而解。
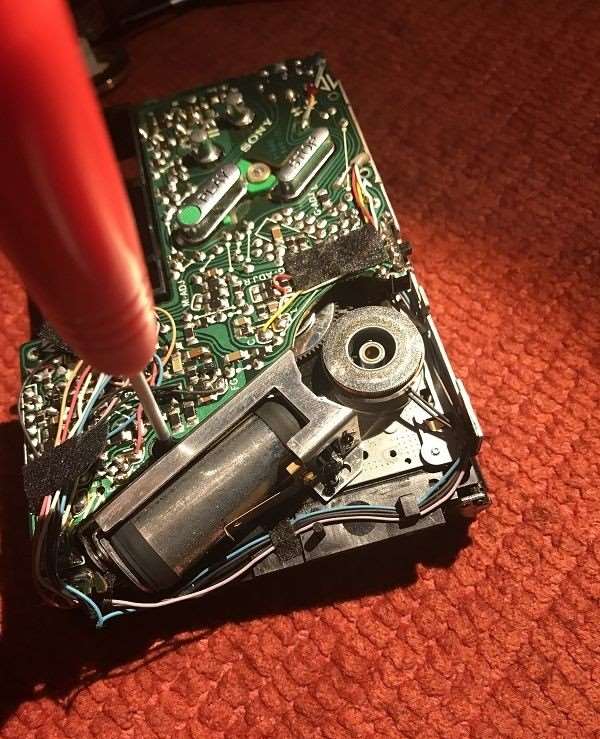
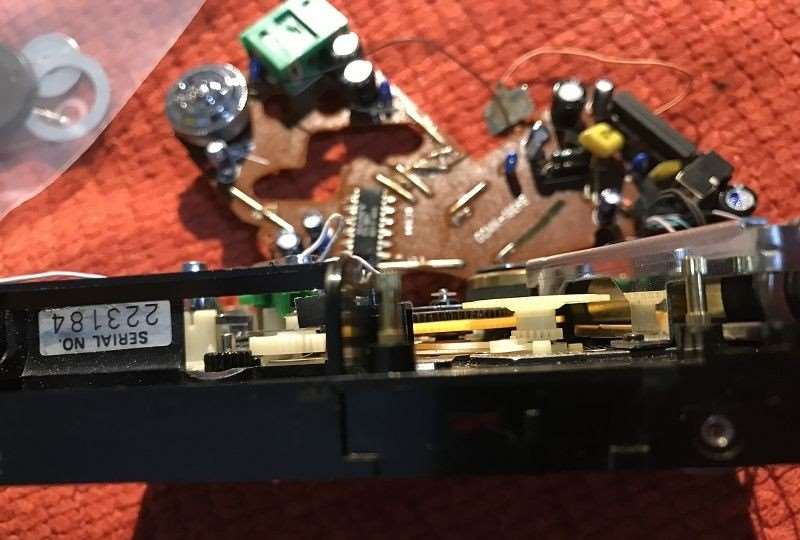
DD的整个机械结构,不算太复杂,零件数量也不算多。
下面这张图片是我的第一台DD,当时我第一次拆解时把它完全分解了,并花了1、2个晚上的时间彻底搞清楚其机械工作原理。
在熟悉了工作原理后,很容易就可以看出哪个零件该装在什么地方,哪那个零件在机器里面起什么作用的。

最后,祝大家搞机成功



很详尽,辛苦了
谢谢,这是转载的,这么好的文章不该被湮没